
車高調のブラケット加工でキャンバー角を付けるってどういうこと?

車高調を加工して、キャンバー角を付ける……という手がある。「車高調ブラケット加工」「ブラケットの長穴加工」「ショックの長穴加工」など、言い方はいろいろだが基本的に同じこと。キャンバー角を付けるためのこの加工、キャンバーボルト交換とどっちが効果的なのか、プロの意見を聞いてみた。
車高調を加工してキャンバー角を付ける方法は2つある
-
車高調“自体”を加工して、キャンバー角を付ける。その手法のメリットとデメリットを解説したいと思います。
●アドバイザー:J-LINE 氏家研究員
-
それって……車高調のピロアッパーマウント調整の話ではなくて?
●レポーター:イルミちゃん
-
アッパーマウントの調整は当然やっていて、全開倒しにしている。「それでもキャンバー角が足りない!」とか、そもそもアッパー側で調整できない車とか……そういう人が、車高調の加工を考えるんですよ。
-
へぇ〜。
そんなキャンバー角の付け方もあるんだ。 -
方法は2つあります。ひとつは、車高調のロアブラケットを加工する方法。
-
つまり車高調の下側ってことですね。
-
そしてもうひとつは、車高調のアッパーマウント側を加工する方法があります。
-
上側を加工するか、下側を加工するかの違いがあるんだ。
-
そうなんです。
今日は、下側のブラケット加工について説明しましょう。
ロアブラケット

アッパーマウント

車高調のロアブラケットの長穴加工とは?
-
それでは、ロアブラケット加工の解説から。
-
「車高調ブラケット加工」や「ブラケットの長穴加工」や「ショックの長穴加工」など、言い方はいろいろですが、基本的に同じことを言ってます。
-
フムフム。
-
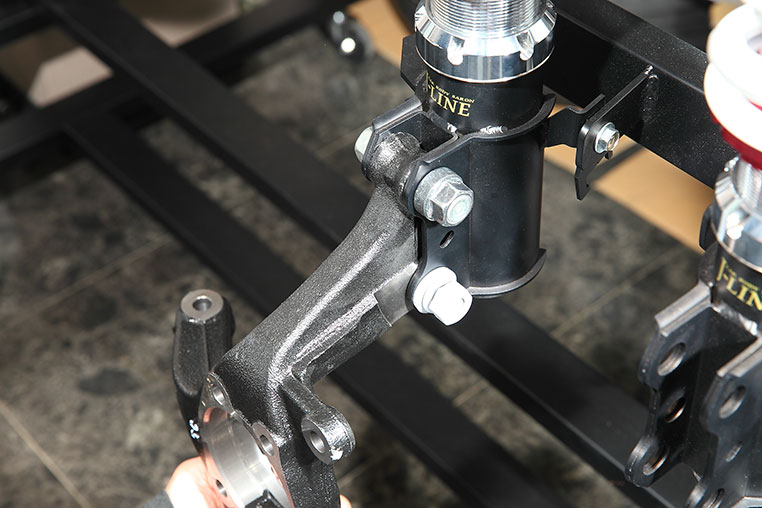
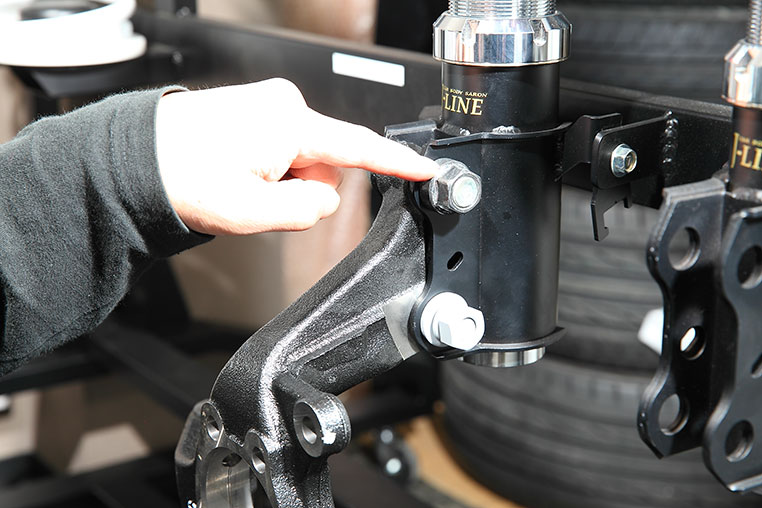
車高調のロアブラケットとは、ナックルアームを挟み込んで、2本のボルトで固定されている部分のこと。
-
ショックとナックルアームの接合部分ですね。
-
で、ここの接合には、2本のボルトが使われています。
-
アレ? これは、キャンバーボルトの話にも出てきた場所ですね。
-
その2本のボルトのうちの1本を、純正より細いボルトに交換する。それがキャンバーボルトの発想です。
-
まあ、今日はキャンバーボルトの話ではありませんが……、
-
でもロアブラケットを加工してキャンバー角を付けるのは、考え方としてはキャンバーボルトと同じなんですよ。
-
ん?
そうなの? -
2つの穴のうちの、どちらか1つを長穴(横に長い穴)に加工します。そうやって意図的にボルトとの間にガタをつくって、ナックルアームの角度を寝かせたところでボルトを固定するわけです。
-
ガタを作って、ズラした状態で固定するというのはキャンバーボルトも同じでしたね。
-
そうなんです。ようはボルトを細くするのか、ボルトがささる穴のほうを広げるのか……という違いなので。
-
そういうことかー。それがロアブラケットの長穴加工なんですね。

ブラケットの上下どちらの穴を長穴にするの?
-
ブラケットの長穴加工をどの程度できるかは、ブラケットの大きさの問題がからんできます。
-
ブラケットの大きさ?
-
例えば、軽自動車の場合。使われているボルトが12ミリなので、穴のサイズも12ミリ強で開けられています。
-
その穴を、横に広げていくわけですね。
-
そうなんですけど、限界がある。下側の穴を外側に広げるのか、上側の穴を内側(ショック側)に広げるのか、でも違いますが。
-
そういえば……どっちの穴を広げるんですか?
-
それは状況によります。まず下側の穴を外側方向に向けて広げる加工を想像してみましょう。この場合は、あんまり開けすぎたら、ブラケットの端に近寄っていきますよね。
-
ち、ちぎれるかも知れない?
-
まあ、ココはドーンっていう衝撃が加わる場所ではないので、ちぎれるとは考えにくい。でも、そうだとしても……5ミリ位のマージンはほしいところです。
-
なるほど。
-
ブラケット端から穴までは、だいたい9ミリくらいあることが多いですね。で、外に向けて長穴にするということは、このマージンが減っていく、ということです。
-
フムフム。
そうなりますね。 -
もともと9ミリしか幅がない中で、5ミリ残すとして、削れるのはせいぜい4ミリ位ってことです。
-
あー、以外とちょこっとしか長穴にできないんだ。
-
反対に、上側のボルト穴を、内側方向に広げるパターン。この場合は、いくら長穴にしてもナックルアームがショックにぶつかってしまえば、そこで止まる。
-
この話は、キャンバーボルトを上下どちらに入れるのかが正解なのか? という問題と似ていますね。
-
キャンバーボルトは、J-LINEでは下側に入れることを推奨(※上側でもナックルがショックに接触しないなら問題ない)していますが、ブラケットの長穴加工は、どっちを広げるほうが効果的かはケースバイケースなんです。
-
どっちのほうが削り込む余地が大きいか……ってことですか?
-
そういうことですね。上下ともに測って、それを目定めてから、どっちを加工するか決めるんです。
-

ハッ! 両方加工したら、もっとキャンバー角が付く?
-
それはやめたほうがいいです。これは、キャンバーボルトを上下に入れたらダメなのと同じ理由。ボルト2本のうち1本は完全に純正の状態で、軸として残した状態でやる。それが、この手の手法の基本です。

上側をいじるとナックルが接触する可能性あり
長穴加工よりキャンバーボルトのほうが効果的!?
-
というわけで、車高調のブラケット長穴加工の説明をしてきました。
-
……説明はしましたが、この加工はオススメというわけではありません。
-
え、そうなんですが?
-
キャンバーボルトのほうが効果的だからですよ。
-
えっ……っと、それはつまり、穴を広げるよりボルトを細くするほうがいいという意味ですか?
-
そうです。ブラケット側の穴を加工する場合は、せいぜい4ミリ程度だとして、それをやっても4ミリ分しかボルトはスライドできませんよね。
-
……それは当然そうですね。
-
キャンバーボルトの場合は、純正より2ミリ細くなるだけで4ミリ分の効果が生まれます。つまり効率がいい。
-
え、なんでそうなる???
-
ブラケット側が長穴になっても、ナックルアーム側は長穴ではありませんので、ナックル側の穴は、例えば軽自動車なら12ミリの穴のまま、なわけですよ。
-
フムフム。
-
でも、ブラケットとナックルを貫通しているボルトが細くなる……つまりキャンバーボルトを使った場合は、双方の穴に「ボルトがスライドできる隙間」が生まれることになります。
-
そういうことかー。だから2ミリ細くなると、4ミリスライドできる。
-
そうなんですよ。そしてブラケット加工は、加工なので万単位のコストがかかることが多いと思いますが、キャンバーボルトは数千円でできます。
-
そういえば。
コストも全然違う。 -
費用の割には、キャンバーボルトに比べて効果が薄いんですよね。
長穴加工する意味があるとしたら、どんなケースか?
-
じゃあ、J-LINEでは、長穴加工でキャンバー角を付けたりはしないんですか?
-
そうですね。お客さんの要望で「どうしてもやって」と言われたら別ですけど、基本的におすすめはしないです。
-
そうなんですね〜。
-
ボルトの交換だけなら、すぐ元に戻せますけど、長穴加工は、車高調自体に手を加えてしまうわけですよ。
-
そっかー。
-
加工だから費用も万単位でかかり、その割にはキャンバー角は少ししか付かないから効率が悪い。そして、元にも戻せない。
-

デメリットが多いな〜。
-
今の時代はキャンバーボルトがあるわけだし、アッパーマウント調整とキャンバーボルトで、十分キャンバーは付けられるはずなんですね。
-
確かに。
-
そのレベルのキャンバー角でももう、ドライブシャフトのドン突き問題が出てくる位なので、ロアアームの延長タイプなども必要になってくる。
-
やらないといけないことが、目白押しなわけだ。
-
そういうのを全部やって、「それでもキャンバー角が足りないんです!」という人以外は、車高調のブラケットをわざわざ長穴加工する意味は薄い、と思います。

DIY Laboアドバイザー:氏家淳哉
リアアクスルキットで有名なJ-LINE(Jライン)。足まわり加工に長けたプロショップでもあるので、直接クルマを持ち込めば様々なワンオフ加工も依頼できる。深い知識・高い溶接技術は比類ない。●J-LINE TEL 022-367-7534 住所:宮城県多賀城市町前1-1-13

関連記事
- キャンバー角 3度╱5度╱8度を徹底比較
- キャンバー角はこう決める! 重要なのは前後バランス
- 車高調のアッパーマウントでキャンバー調整する方法
- アッパーマウント加工でキャンバー角を付ける、とは?
- キャンバーボルトを取り付ける前に知っておくべきこと
- キャンバーボルトの取り付け方法
- フロントにキャンバー角を付ける方法
- リア・キャンバー角の深い話
- ロアアーム交換でキャンバー角が付く、という誤解
- リアキャンバー角によるタイヤの内減りを軽減させる方法
- 車高が低い車の「ドライブシャフトブーツの寿命」を延ばす方法
- トー角の調整(サイドスリップ調整)はDIYでできるのか?
- 車高調のバネ交換(スプリング交換)入門ガイド
- 車高調のバネ交換方法
- アッパーマウントの外し方
 車高の記事の一覧へ
車高の記事の一覧へ